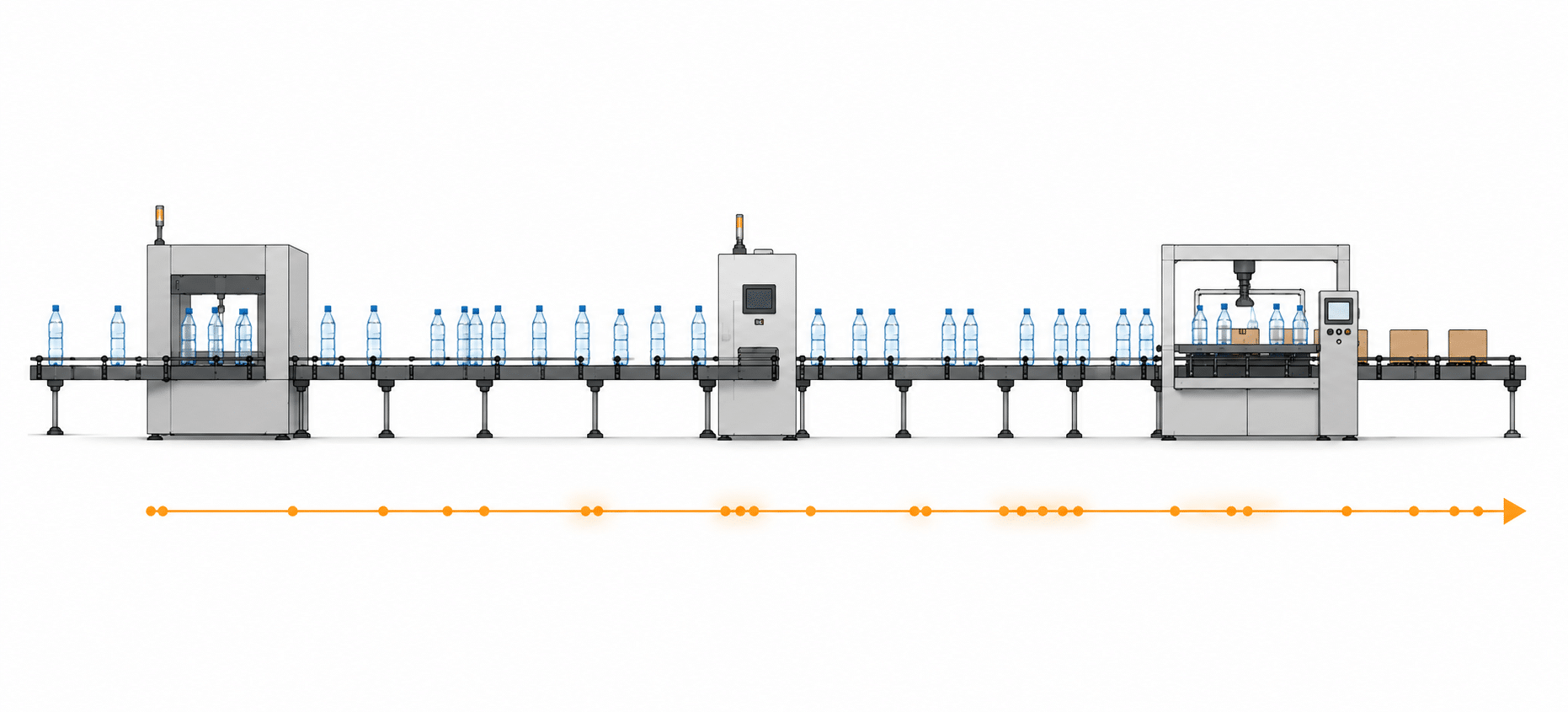
On paper, the line appears to be running normally. The filler is moving, the packer is cycling, product is travelling through, and nothing obvious has failed. But output never quite settles into a steady pattern.
You can usually see it after a small interruption. A label jam clears, the packer starts moving again, but bottles begin arriving unevenly. Small groups form, then gaps appear behind them. Upstream continues feeding product while downstream tries to recover, and the flow never fully rebuilds into one consistent rhythm.
That is the moment the line starts drifting away from a steady pattern.
The change is usually gradual rather than dramatic. Small adjustments begin happening more often, groups start appearing in one section while gaps open in another, and recovery becomes less predictable even though the line continues running. It feels manageable because product is still moving and no major fault stands out.
The line is still moving, but movement is not the same as stability.
Once the line moves away from a steady pattern, it often does not return on its own. There is less space between sections, less time between events, and less room for the line to absorb variation. Small interruptions begin carrying further through the system instead of disappearing.
What follows is usually a pattern of continuous correction. Flow changes shape after each disruption, recovery becomes uneven, and the line keeps drifting slightly further away from one steady pattern.
The original jam or hesitation is rarely the main issue. The bigger problem is that the line no longer settles properly afterwards. When spacing, flow and recovery all need repeated adjustment just to maintain output, the line is already telling you it has moved away from a steady pattern.
A line rarely drifts away from one steady pattern on its own. As recovery time disappears between sections, the line gradually loses the space it needs to settle naturally after disruption.
About the Author
Jon works with manufacturing teams to understand how packaging lines behave under real operating conditions and where reliability is lost across the system.
His work focuses on how planning decisions, system design, and equipment interaction influence overall line performance and long-term stability.